手 機:15106358106 李經理
手 機:13969529287 王經理
郵 箱:2756355558@qq.com
聯系地址:山東聊城經濟開發區將官屯工業園


手 機:15106358106 李經理
手 機:13969529287 王經理
郵 箱:2756355558@qq.com
聯系地址:山東聊城經濟開發區將官屯工業園
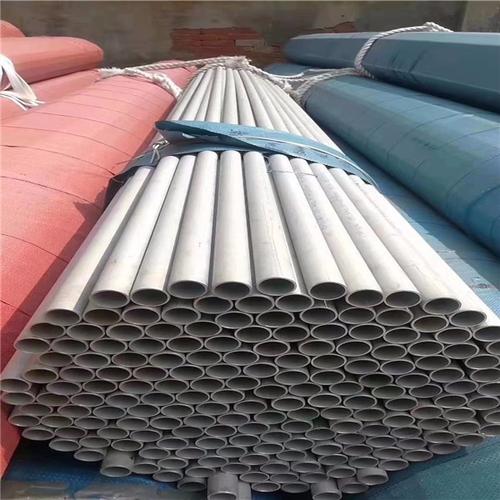
大口徑厚壁鋼管怎么加工膛線
1、鉤刀拉削法
把鉤狀切刀安置在比槍膛直徑略細的鋼拉桿上,鉤形刮刀刃口的高度可以通過調節。
2、刮刀法
用一根比手槍內徑略紉的鋼棒,在它的特定部位刻挖一個槽,安裝一塊硬質合金鋼片,鋼片上有一條或二條凸出的有一定傾斜角的帶狀體,前端有利削部,并可調節凸起高度。在一條膛線位置上來回拉動數十次,就切副出一條陰膛線,然后調節位置再切刮下一條。
3、組合環形刀拉削法
在一根拉桿上固定25至30個硬質合金鋼環,每個鋼環之間的距離相等,每個鋼環上加工有與陰膛線數量相同的等距的刮刀,每把切刀可循其纏角與下一個環上的切刀相連,從頭連到尾部即可視為一條螺形線。
4、精密管冷精鍛法
槍管徑向大口徑厚壁鋼管成型技術實質上是屬于大口徑厚壁鋼管旋轉鍛軸工藝類型,是無切屑精密成型的方法。大口徑厚壁鋼管冷精鍛工藝是在專業精鍛機上,將槍管毛坯件一次鍛打出線膛和彈膛,其內膛的精度有芯軸保證。
COPYRIGHT © 山東鵬鑫鋼鐵有限公司 版權所有 魯ICP備2023007626號-18