手 機(jī):15106358106 李經(jīng)理
手 機(jī):13969529287 王經(jīng)理
郵 箱:2756355558@qq.com
聯(lián)系地址:山東聊城經(jīng)濟(jì)開發(fā)區(qū)將官屯工業(yè)園


手 機(jī):15106358106 李經(jīng)理
手 機(jī):13969529287 王經(jīng)理
郵 箱:2756355558@qq.com
聯(lián)系地址:山東聊城經(jīng)濟(jì)開發(fā)區(qū)將官屯工業(yè)園
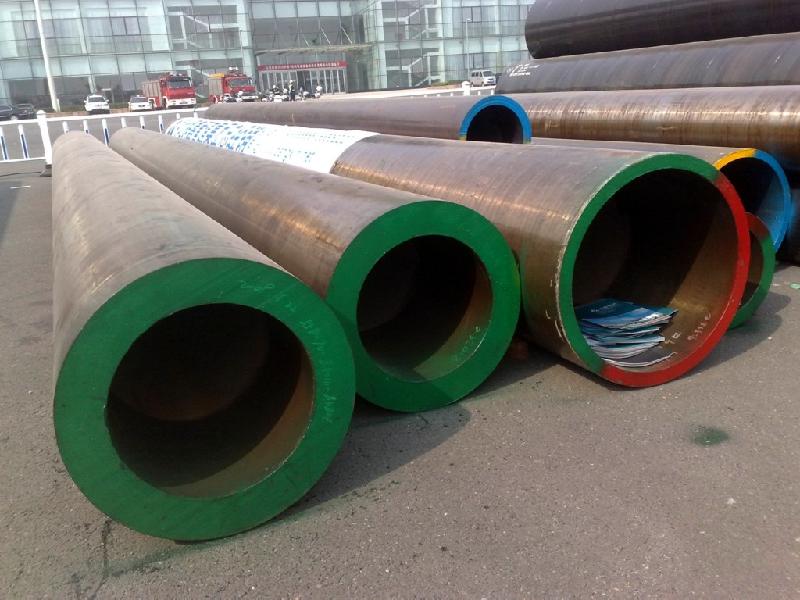
27simn無縫管電焊焊接時(shí)的物理性能
27simn無縫管手工制作焊焊絲,采用鐵-錳-鋁焊條比較適合。焊接金屬材料的成分列于表:10-32。應(yīng)當(dāng)強(qiáng)調(diào),大家曾習(xí)慣性的覺得,含鋁的焊絲使用性能較弱,并且鋁的銜接指數(shù)很低。研發(fā)鐵-錳-鋁焊條的全過程說明,選用瑩石含水量較高的低氫型偏堿焊絲焊芯,不但能夠使鋁的銜接指數(shù)明顯提升,并且能夠得到較優(yōu)良的使用性能。
從27simn無縫管的可焊性實(shí)驗(yàn)中能夠看得出,鐵-錳-鋁焊條雖易產(chǎn)生弧坑裂痕,但具備優(yōu)良的抗裂痕拓展工作能力。為了防止弧坑裂痕,在電焊焊接大剛度鋼件時(shí),理應(yīng)留意鋪滿弧坑,也可采用將火口收于焊接焊縫邊沿處,或是向回焊將火口收于已焊過的焊接上。一些企業(yè)實(shí)驗(yàn)說明,在生產(chǎn)制造鐵-錳-鋁焊條時(shí),如選用鋁酸鈉硅酸鈉,替代硅酸鈉硅酸鈉做粘接劑時(shí),就可防止因?yàn)殇X、錳等開朗原素的還原作用所造成的焊接增硅狀況,進(jìn)而焊接的含硅量達(dá)標(biāo)準(zhǔn)值,進(jìn)而能夠防止弧坑裂痕,并可進(jìn)一步提高超低溫?cái)嗔秧g性。
用鐵-錳-鋁焊條所電焊焊接的27simn無縫管焊接金屬材料的物理性能列于表10-33。由表中能夠看得出,鐵-錳-鋁焊條的抗壓強(qiáng)度、塑性變形及超低溫延展性指標(biāo)值均能符合要求,可作為-196℃用27simn無縫管的焊材。
27simn無縫管及鐵-錳-鋁焊條均呈單相電鐵素體機(jī)構(gòu)。強(qiáng)度實(shí)驗(yàn)說明,焊后全部連接頭淬硬趨向并不大。殊不知,在電焊焊接工程施工時(shí),為了避免電焊焊接區(qū)超溫,在將會的標(biāo)準(zhǔn)下,*好是選用小直徑的焊絲,并盡可能用較小的電焊焊接標(biāo)準(zhǔn)開展迅速雙層多道電焊焊接,以進(jìn)一步確保和提升對接焊縫的超低溫特性。實(shí)踐經(jīng)驗(yàn),如選用很大的標(biāo)準(zhǔn)開展慢速度晃動焊接時(shí),其焊接金屬材料在-196℃超低溫下的沖擊性值通常會減少3~5kg·米/公分2。
電話:15106358106 李經(jīng)理 15553681371 王經(jīng)理
郵箱:2756355558@126.com 地址:山東聊城經(jīng)濟(jì)開發(fā)區(qū)將官屯工業(yè)園
COPYRIGHT © 山東鵬鑫鋼鐵有限公司 版權(quán)所有 魯ICP備2023007626號-18