手 機:15106358106 李經理
手 機:13969529287 王經理
郵 箱:2756355558@qq.com
聯系地址:山東聊城經濟開發區將官屯工業園


手 機:15106358106 李經理
手 機:13969529287 王經理
郵 箱:2756355558@qq.com
聯系地址:山東聊城經濟開發區將官屯工業園
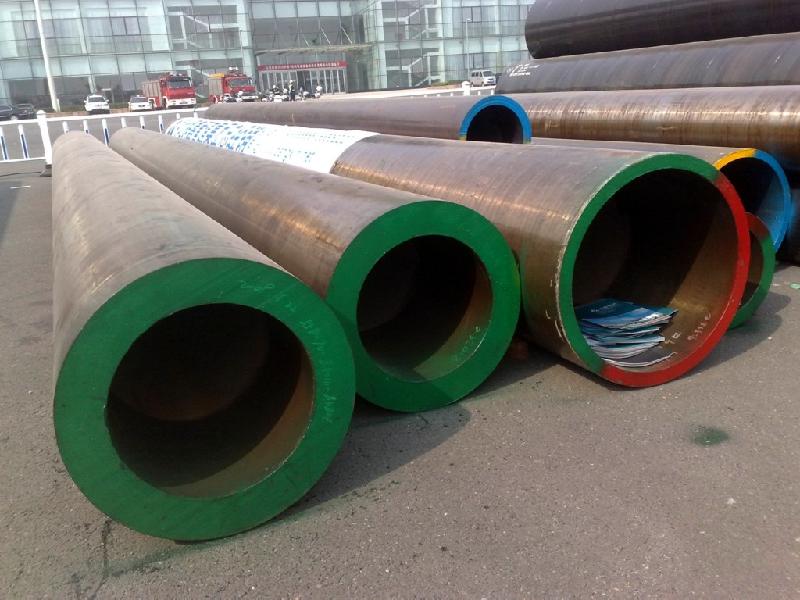
27simn無縫管生產制造關鍵選用3種方法開展焊接鋼管無縫化處理:
1、焊接線上熱處理工藝
1)焊接線上仿真模擬淬火(N)熱處理工藝
選用高頻電磁感應加熱將焊接迅速加溫到馬氏體化溫度,一般為AC3溫度再加溫30-50℃,但不可以小于1010℃,促使焊接中奧氏體機構徹底轉化成馬氏體,焊接空冷到700℃下列,以防止再次產生奧氏體機構,空冷到370℃下列時,開展水冷散熱。
關鍵武器裝備為高頻電磁感應加熱機器設備。依據焊接鋼管的厚度挑選頻率,一般為1-5kHZ。
2)焊接線上熱處理+淬火(Q+T)熱處理工藝
27simn無縫管
將焊接加溫到淬火溫度后,灑水開展熱處理,可產生特細的奧氏體機構,隨后再將焊接加溫到淬火溫度,一般為540-700℃,開展空冷,進行熱處理+淬火(Q+T)熱處理工藝整個過程。現階段在我國的鞍鋼、日本的新日鐵和JFE等好幾家HFW發電機組均采用此加工工藝,生產制造高鋼級的燃氣輸送管道和耐腐蝕油氣井管等。
關鍵武器裝備為兩個高頻電磁感應加熱機器設備,水噴淋設備等,生產流水線較長,項目投資也很大。
2、熱支撐力減徑冷軋
熱支撐力減徑加工工藝事實上便是對焊接鋼管開展淬火+變形熱處理工藝。將對接焊縫總體加溫到920-950℃后,使焊接和管身合金成分徹底馬氏體化,隨后根據支撐力減徑機,開展多架次大形變量的冷軋,一般終軋溫度不少于850℃,以考慮焊接鋼管冷軋完畢后,內部產生微細勻稱的晶體機構。
焊接歷經改變后與對接焊縫又另外開展變形熱處理工藝,并在相同條件下下進行加工硬化全過程,其合金成分與晶體情況終將與對接焊縫趨向一致,另外徹底解決了因為焊接鋼管成形所產生的熱應力。此加工工藝已經被高度重視,已經逐步推廣運用,用以生產制造高級HFW焊接鋼管。
3、焊接鋼管整體熱處理
將焊接鋼管總體加溫到淬火溫度,使全部機構徹底馬氏體化后,隨后開展空冷。那樣可基礎清除管身與焊接中間的合金成分差別,且徹底解決焊接鋼管因為成形和焊接等造成的熱應力,但焊接與管身的晶體情況仍存有著差別,將產生物理性能與抗腐蝕層面的不夠。
COPYRIGHT © 山東鵬鑫鋼鐵有限公司 版權所有 魯ICP備2023007626號-18